


లాస్ట్ ఫోమ్ కాస్టింగ్ (సాలిడ్ కాస్టింగ్ అని కూడా పిలుస్తారు) అనేది ఒక కొత్త కాస్టింగ్ పద్ధతి, దీనిలో పారాఫిన్ లేదా నురుగు నమూనాలు పరిమాణం మరియు ఆకృతికి సమానమైన కాస్టింగ్ ఒక మోడల్ క్లస్టర్గా మిళితం చేయబడతాయి, వక్రీభవన పెయింట్తో పూత మరియు ఎండబెట్టబడతాయి, తరువాత పొడి క్వార్ట్జ్ ఇసుకలో ఖననం చేయబడతాయి మరియు అడ్డంకి కోసం వైబ్రేట్ చేయబడతాయి, ప్రతికూల పీడన, కడగాల కటకం, ఇది. మోడల్ {{1} the పటిష్టం మరియు శీతలీకరణ తరువాత, కాస్టింగ్ ఏర్పడుతుంది .
కోల్పోయిన నురుగు కాస్టింగ్ యొక్క ప్రయోజనాలు
కాస్టింగ్ అధిక ఖచ్చితత్వాన్ని కలిగి ఉంది మరియు ఇది దాదాపు భత్యం మరియు ఖచ్చితమైన ఏర్పడటం లేని కొత్త ప్రక్రియ . ఈ ప్రక్రియకు అచ్చు తొలగింపు అవసరం లేదు, విడిపోయే ఉపరితలం లేదు, మరియు ఇసుక కోర్ లేదు . కాబట్టి, కాస్టింగ్ కోసం ఫ్లాష్, బర్ర్స్ లేదా డ్రాఫ్ట్ కోణం లేదు మరియు కోర్ కాంబినేషన్ వల్ల కలిగే డైమెన్షనల్ లోపాలను తగ్గిస్తుంది.
కాస్టింగ్ యొక్క ఉపరితల కరుకుదనం RA3 .} 2 నుండి 12 .} 5μm . కాస్టింగ్స్ యొక్క డైమెన్షనల్ ఖచ్చితత్వం CT7 ను CT 9. నుండి చేరుకోగలదు} గరిష్ట యంత్ర భత్యం 1.5 నుండి 2MM వరకు ఉంటుంది, ఇది యాంత్రిక ప్రాసెసింగ్ ఖర్చును గణనీయంగా తగ్గిస్తుంది. సాంప్రదాయ ఇసుక కాస్టింగ్ పద్ధతిలో పోలిస్తే, ఇది యాంత్రిక ప్రాసెసింగ్ సమయాన్ని 40% నుండి 50% వరకు తగ్గించగలదు.
డిజైన్ సరళమైనది, కాస్టింగ్ యొక్క నిర్మాణ రూపకల్పనకు తగిన స్వేచ్ఛను అందిస్తుంది . నురుగు ప్లాస్టిక్ అచ్చు షీట్లను కలపడం ద్వారా అత్యంత సంక్లిష్టమైన కాస్టింగ్లు వేయవచ్చు .
సాంప్రదాయ కాస్టింగ్లో ఇసుక కోర్ లేదు, కాబట్టి సాంప్రదాయ ఇసుక కాస్టింగ్ {{0} as లో సరికాని ఇసుక కోర్ పరిమాణం లేదా సరికాని కోర్ ప్లేస్మెంట్ వల్ల కలిగే కాస్టింగ్ యొక్క అసమాన గోడ మందం ఉండదు.
శుభ్రమైన ఉత్పత్తి, అచ్చు ఇసుకలో రసాయన బైండర్లు లేవు, నురుగు ప్లాస్టిక్ తక్కువ ఉష్ణోగ్రతల వద్ద పర్యావరణానికి ప్రమాదకరం కాదు, మరియు ఉపయోగించిన ఇసుక యొక్క రికవరీ రేటు 95%కంటే ఎక్కువ .
పెట్టుబడి మరియు ఉత్పత్తి ఖర్చులను తగ్గించండి, కాస్టింగ్ యొక్క బరువును ఖాళీ చేయండి మరియు చిన్న మ్యాచింగ్ భత్యం కలిగి ఉండండి .
కోల్పోయిన నురుగు కాస్టింగ్ ప్రక్రియ ప్రవాహం
1. నురుగు ప్లాస్టిక్ ఆవిరి అచ్చులను తయారు చేయండి (మాన్యువల్, మెకానికల్);
2. నురుగు ప్లాస్టిక్ ఆవిరైపోతుంది, మరియు అచ్చులను కలిపి, ఆపై ఎండిన .
{{0} to ఫోమ్ ప్లాస్టిక్ గ్యాసిఫికేషన్ అచ్చు యొక్క ఉపరితలం వక్రీభవన పెయింట్తో పూత మరియు పిచికారీ చేయబడిన తరువాత, అది మళ్ళీ ఎండిపోతుంది (ఇది పూర్తిగా పొడిగా ఉండాలి) .
4. ప్రత్యేకంగా రూపొందించిన ఇసుక పెట్టెను త్రిమితీయ వైబ్రేటింగ్ పట్టికలో ఉంచండి .
{{0} the బేస్ ఇసుక (పొడి ఇసుక) ని పూరించండి, దాన్ని కాంపాక్ట్ చేసి, దాన్ని సమం చేయండి .
6. ఎండిన నురుగు ప్లాస్టిక్ ఆవిరి కారైజేషన్ అచ్చును బేస్ ఇసుకపై ఉంచండి, దానిని ప్రక్రియ అవసరాలకు అనుగుణంగా ఇసుక నింపిగా విభజించి, స్వయంచాలకంగా ఒక నిర్దిష్ట కాలానికి వైబ్రేట్ చేసి, ఆపై బాక్స్ ఓపెనింగ్ . ను సమం చేయండి
{{0} the ఇసుక పెట్టెను ప్లాస్టిక్ ఫిల్మ్తో కప్పండి, దానిపై పోయడం కప్పును ఉంచండి మరియు దానిని ప్రతికూల పీడన వ్యవస్థకు కనెక్ట్ చేయండి . సంపీడనం తరువాత, కరిగిన ఉక్కు తారాగణం . ఫోమ్ ప్లాస్టిక్ ఆవిరిీకరణ అచ్చు అదృశ్యమవుతుంది మరియు కరిగిన లోహాన్ని దాని స్థలాన్ని తీసుకుంటుంది.
8. కాస్టింగ్ పటిష్టం అయిన తర్వాత, వాక్యూమ్ను విడుదల చేసి, బాక్స్ను {{1} పైకి తిప్పండి} కాస్టింగ్ తీసి తదుపరి చక్రానికి వెళ్లండి .
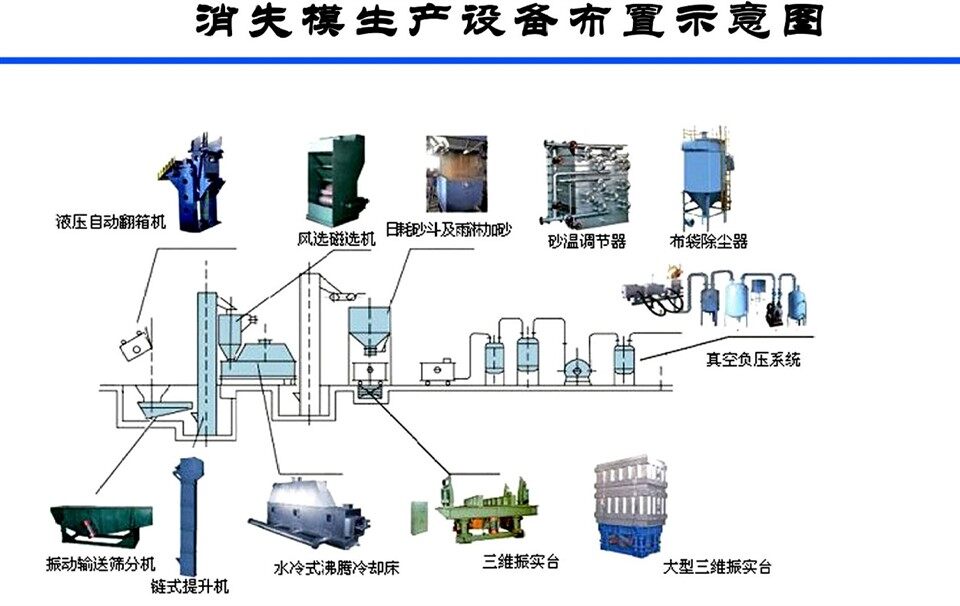
ఇసుక చికిత్స ప్రక్రియ ప్రవాహం
బాక్స్ ఫ్లిప్పింగ్ మెషీన్ ఇసుక పెట్టె, ఇసుక మరియు కాస్టింగ్లను ఇసుక ఇసుక డ్రాప్ హాప్పర్లోకి ప్రవేశిస్తుంది (కాస్టింగ్లు క్రేన్ మరియు క్రాస్-స్పాన్ ఫ్లాట్ కారు ద్వారా రవాణా చేయబడతాయి) → ఇసుక పరిమాణాత్మక గేట్ వాల్వ్ → వైబ్రేటింగ్ సంక్షిప్త డబుల్-స్టేజ్ స్క్రీన్ → నో. 1}} ప్లేట్ చైన్ ఎలివేటర్ (వేడి ఇసుక ప్రయోజన NO . 2 ప్లేట్ చైన్ ఎలివేటర్ (వేడి ఇసుక లిఫ్టింగ్) → మాగ్నెటిక్ సెపరేటర్ ద్వారా → NO . 1 పరివర్తన ఇసుక గొయ్యి → ఇసుక క్వాంటిటేటివ్ గేట్ వాల్వ్. 3}}} ప్లేట్ చైన్ ఎలివేటర్ హాట్ ఇసుక లిఫ్టింగ్ → NO {{7 సమూహాలు) raits 7 సమూహాలు) NO . 4} బకెట్ ఎలివేటర్ (హీట్-రెసిస్టెంట్ బెల్ట్) → NO . 2 ఇసుక ఉష్ణోగ్రత నియంత్రకం (9 గుంపులు) → ఇసుక పరిమాణాత్మక గేట్ వాల్వ్ → NO {{13} 13} bucket ఎలివేటర్ → NO . 1 belar {}}}}}}} లేదు . 2 ఇసుక గొయ్యి మరియు లేదు . 3 ఇంటిగ్రేటెడ్ ఇసుక గొయ్యి .
పరివర్తన ఇసుక గొయ్యి NO . 1 ఇసుక ఉష్ణోగ్రత రెగ్యులేటర్ {{1} the ఇసుక పడిపోయే ప్రక్రియలో ఉంచబడుతుంది, ఇసుక డ్రాపింగ్ పాయింట్ నుండి పరివర్తన ఇసుక గొయ్యి వరకు ఉన్న ప్రాంతం మొత్తం పరికరాల రేఖ యొక్క సున్నితమైన ఆపరేషన్ను సులభతరం చేయడానికి తెరిచి ఉంటుంది .





